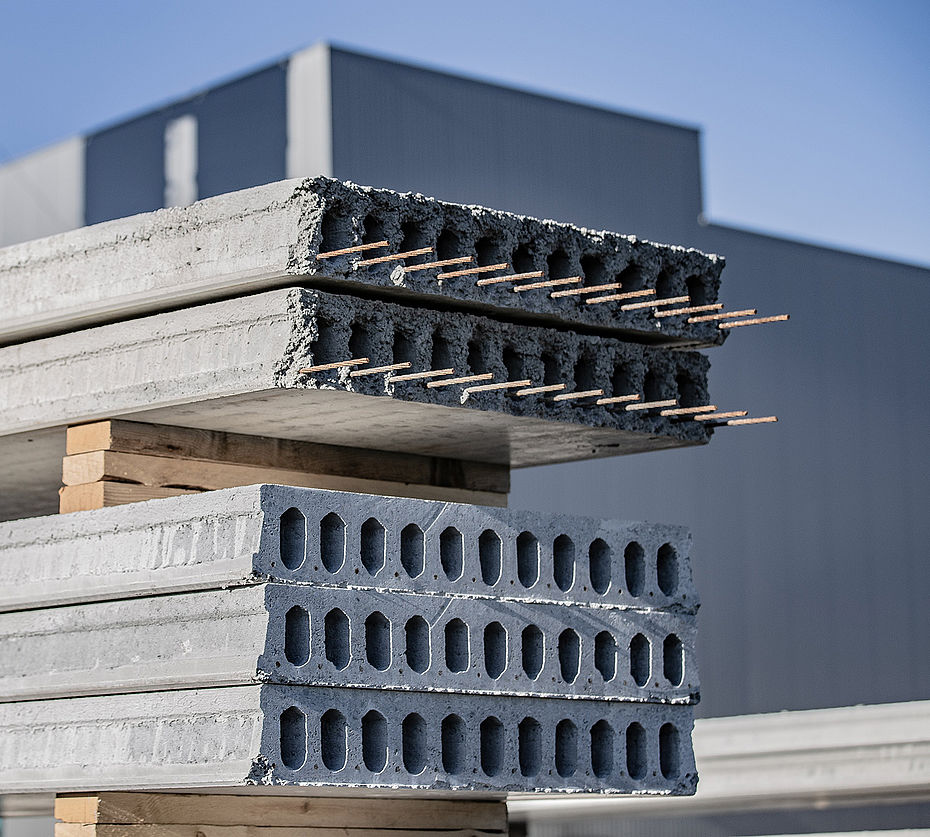
La losa alveolar pretensada es un elemento de forjado unidireccional constituido por placas de hormigón prefabricado con alvéolos longitudinales de sección circular u ovalada, que recorren la pieza en toda su longitud. Estos alvéolos, generados durante el proceso de fabricación, reducen el peso propio del elemento respecto a una losa maciza equivalente, manteniendo prácticamente intacta su capacidad resistente a flexión. La reducción de peso se sitúa, según la tipología, entre el 40 % y el 45 %.
La placa se apoya sobre vigas o muros y, una vez colocada, se le añade encima una capa de compresión de hormigón armado de unos 4–8 cm que “cose” todas las placas entre sí y reparte mejor las cargas. El resultado se comporta como una sección mixta y muy eficiente, parecida a una viga en doble T.
 El dato: los espesores estándar van de 12 a 50 cm, las anchuras suelen ser de 1,20 m y el sistema salva luces de entre 5 y 20 metros. La norma europea de referencia es la UNE-EN 1168
El dato: los espesores estándar van de 12 a 50 cm, las anchuras suelen ser de 1,20 m y el sistema salva luces de entre 5 y 20 metros. La norma europea de referencia es la UNE-EN 1168