Resumen
Las fundiciones férreas son aleaciones de hierro y carbono que se distinguen de los aceros por su contenido de carbono (superior al 2%) y su incapacidad para ser forjadas, lo que limita su conformado exclusivamente al moldeo. Su microestructura y propiedades finales están determinadas por la interacción entre la composición química (especialmente el silicio) y la velocidad de enfriamiento, factores que deciden si la aleación solidifica según el sistema estable (grafito) o el metaestable (cementita). Mientras que las fundiciones blancas destacan por su extrema dureza y resistencia al desgaste, las fundiciones grises ofrecen una excelente colabilidad, capacidad de amortiguación y mecanizabilidad. El control de la morfología del grafito y el tipo de matriz metálica es fundamental para ajustar la resistencia a la tracción, que en las fundiciones grises varía entre 100 y 490 MPa.
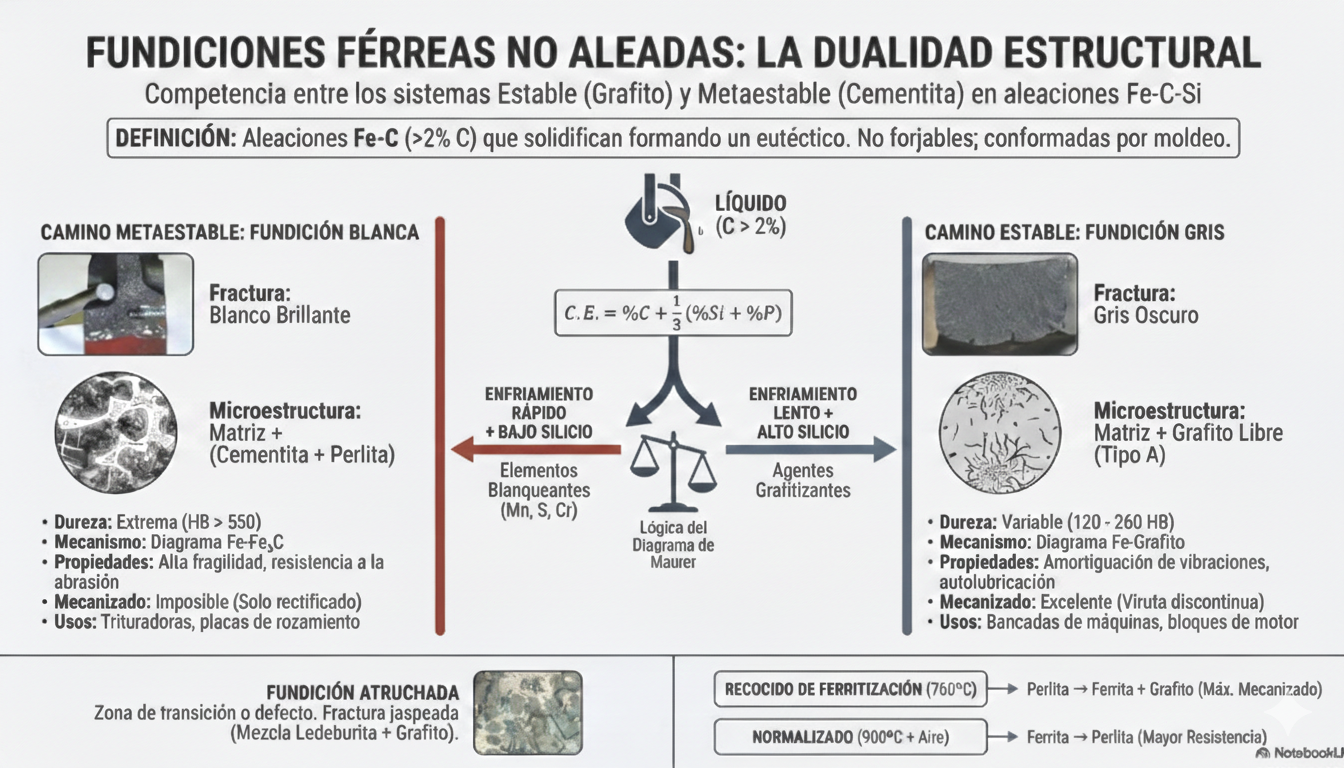
1. Naturaleza y Definición de las Fundiciones Las fundiciones férreas se definen metalúrgicamente como aleaciones que finalizan su solidificación con la formación de un eutéctico. Dependiendo de las condiciones de enfriamiento y la composición, este eutéctico puede ser: • Ledeburita: Formada entre austenita y cementita (diagrama metaestable Fe-Fe 3 C). • Eutéctico de austenita y grafito: Aparece en el diagrama estable hierro-carbono. Fragilidad y Conformado A diferencia de los aceros, las fundiciones son aleaciones no forjables. Su elevada fragilidad se debe a: 1. La matriz de cementita en la ledeburita (en fundiciones blancas). 2. El efecto de concentración de tensiones en los extremos de las láminas de grafito (en fundiciones grises). Por estas razones, su único método de conformado industrial es el moldeo.
2. Clasificación y Composición Química Las fundiciones se clasifican por el color de su fractura, que refleja su proceso de solidificación: Tipo de Fundición Diagrama de Solidificación Color de Fractura Blanca Metaestable (totalmente) Blanco Gris Estable (totalmente) Gris Atruchada Comienza estable, termina metaestable Mezcla (atruchado) Elementos Presentes en Fundiciones no Aleadas Aunque se consideran aleaciones ternarias Fe-C-Si, contienen otros elementos críticos: • Carbono (2% – 4,5%): Garantiza la formación del eutéctico. Contenidos superiores carecen de aplicación industrial. • Silicio (0,5% – 3,5%): Elemento grafitizante fundamental que determina si el sistema sigue el diagrama estable o metaestable. • Manganeso (0,4% – 2%): Afina la perlita y reacciona con el azufre para formar sulfuros, evitando que el azufre estabilice la cementita. • Azufre (hasta 0,20%): No es problemático si está fijado como sulfuro de manganeso, excepto en fundiciones esferoidales donde debe limitarse al 0,010%. • Fósforo (0,04% – 1,5%): Aumenta la fluidez (colabilidad), facilitando el llenado de moldes complejos.
3. Fundiciones Blancas (Sistema Metaestable) Solidifican según el diagrama hierro-cementita, formando ledeburita (matriz de cementita con lagunas de austenita). A 727ºC, la austenita se transforma en perlita, resultando en ledeburita transformada. Tipos y Aplicaciones • Eutécticas e Hipereutécticas: Sin aplicación industrial debido a su fragilidad extrema y nulo alargamiento. • Hipoeutécticas: Muy utilizadas en entornos de gran desgaste sin choques (trituradoras, placas de rozamiento). ◦ Dureza: Aumenta de 300 a 550 HB según el contenido de C. ◦ Resistencia: La resistencia a la compresión (R mc ) es de 3 a 5 veces superior a la de tracción (R mt ).
4. Fundiciones Grises (Sistema Estable) En estas fundiciones, la fase rica en carbono es el grafito. El diagrama estable presenta transformaciones a temperaturas ligeramente mayores y menores solubilidades de carbono en ferrita y austenita que el metaestable. El Concepto de Carbono Equivalente (C.E.) Permite clasificar la fundición como hipoeutéctica, eutéctica o hipereutéctica:
C.E.=%C+ 3/%Si
Morfología del Grafito (Norma ISO 945) La forma y distribución del grafito determinan las propiedades mecánicas: • Tipo A (Laminar): Preferible en la mayoría de aplicaciones. Distribución uniforme. • Tipo B (Rosetas): Enfriamiento moderadamente rápido; perjudicial para las propiedades mecánicas. • Tipo C (Placas grandes): Típico de fundiciones hipereutécticas; muy perjudicial para la tracción. • Tipo D y E (Interdendrítico): Aparece por subenfriamiento; reduce la homogeneidad y resistencia.5. Factores Determinantes de la Solidificación La microestructura final depende de dos variables principales: A. Velocidad de Enfriamiento • Menor velocidad: Favorece la formación de grafito (fundición gris). • Mayor velocidad: Favorece el blanqueo (fundición blanca). Depende del material del molde (metálico vs. arena) y del espesor de la pieza. • Sobrecalentamiento: Un exceso de temperatura al colar aumenta la tendencia al blanqueo al disolver gérmenes de grafito. B. Composición Química y Grafitización Se utiliza la Constante de Grafitización (K gr ) para evaluar la tendencia al blanqueo. • Aleantes Blanqueantes (Estabilizan cementita): V, Cr, Mo, Mn. • Aleantes Grafitizantes (Favorecen grafito): C, Si, Al, Ni, Cu. • Agentes de Inoculación: Mg, Si, Ca, Sr. Favorecen la nucleación del grafito en proporciones mínimas.
6. Propiedades Mecánicas y Tecnológicas Las fundiciones grises se comportan como materiales compuestos donde la matriz (ferrítica o perlítica) aporta resistencia y el grafito actúa como carga. Resistencia y Dureza • Tracción (R m ): Varía de 100 MPa (matriz ferrítica, grafito grueso) a 490 MPa (matriz perlítica, grafito fino). • Compresión: De 2,5 a 5 veces superior a la tracción. • Módulo Elástico: No es constante (65,000 a 170,000 MPa) y disminuye al aumentar la carga. • Dureza: Oscila entre 120 HB (ferríticas) y 260 HB (perlíticas). El silicio endurece la ferrita más que en los aceros. Ventajas Tecnológicas 1. Amortiguación: Las láminas de grafito absorben vibraciones, ideal para bancadas de máquinas. 2. Mecanizabilidad: El grafito libre rompe la viruta. 3. Resistencia al Desgaste: El grafito actúa como lubricante sólido, especialmente en matrices perlíticas. 4. Resistencia a la Corrosión: Superior a la de los aceros comunes, especialmente en fundiciones hipereutécticas. 5. Baja Contracción: La menor densidad del grafito reduce la contracción de solidificación (2,1% en grises vs 4,4% en blancas), facilitando la obtención de piezas sanas.
7. Tratamientos Térmicos Principales • Normalizado (800º-900ºC): Se aplica para obtener la máxima resistencia mediante una matriz perlítica, enfriando al aire. • Recocido de Ferritización (760ºC): Busca la mínima dureza para facilitar el mecanizado profundo, transformando la perlita en ferrita y grafito. Es el método estándar para obtener fundiciones hipoeutécticas ferríticas con grafito tipo A, logrando resistencias de 120-180 MPa.
8. Fundiciones Atruchadas: Aplicaciones Especiales Estas fundiciones presentan una dureza intermedia (250-360 HB) y son difíciles de mecanizar. Su uso es estratégico en zonas que requieren alta resistencia al desgaste combinada con la tenacidad de la fundición gris, como las correderas de bancadas de máquinas-herramienta, logradas mediante el uso de enfriadores metálicos localizados en el molde.
▶ Ver el video en YouTube